
Turning Insert: DCGT21.51FL K10, Carbide - ingersoll turning insert grades
If you are replacing an existing Aluminum wheel, this should be a reasonably smooth process for you; but, if you are ordering for a new application, you should consider how you want to mount it to your apparatus as well as the weight that it needs to hold before placing your purchase.
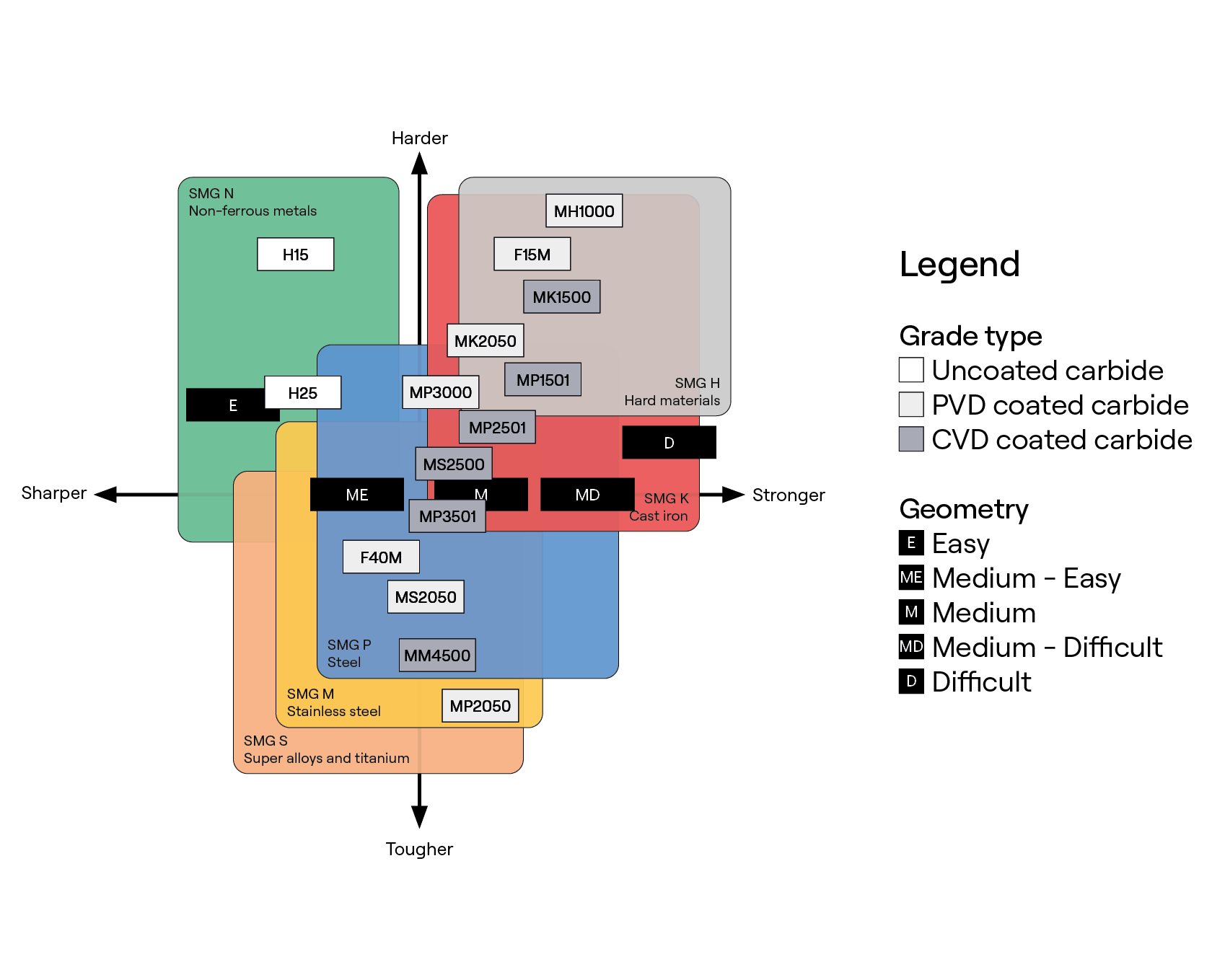
For each product family, Seco provides a first choice of grade and geometry based on material group. This reduces complexity and provides a starting point for further optimization. The digital catalog and Seco Suggest online application provide this information.
This chart provides an overview of most milling grades in the context of workpiece material. The chart also shows basic grade toughness, as well as geometric characteristics for sharpness and strength. Based on workpiece material, you can identify suitable grade/geometry combinations as a first orientation. You can also see the various types of materials a grade can machine as well as suitable geometry matches.
A hard grade combined with a too-sharp geometry can easily chip and fracture during extreme interrupted cuts or when machining in inclusions.
You need to be aware of the load capacity of your castor wheels in order to prevent them from collapsing under excessive weights. However, you do not want to over-specify the castor wheels (for example, ordering those with a capacity of 500 kilograms when you only need those with a capacity of 200 kilograms), as the cost of the castor wheels will typically increase in proportion to the weight of the load.
Our General Grade Mapping chart below will help optimize your application with the appropriate combination of grade and geometry.
Conversely, extreme thermal and abrasive conditions will adversely impact tool life on an insert with a tough grade and heavily protected geometry.
Insert shape, rake angles, and relief angle are three primary geometries that have a significant impact on ccgt 09t304 insert performance. Because aluminum is a slippery and free-machining material, sharper angles are usually advised to aid shear through the material rather than pushing it with a honed or dull cutting edge.
Carbide insert for aluminum are utilized most commonly with aluminum; however, they are adaptable enough to meet the requirements of materials such as wood and acrylics. Machining aluminum successfully requires making adjustments to the process in order to take into account the material’s unique properties.
Are you looking for inserts made of carbide for aluminum? Compatible with each and every type of carbide insert. Carbide inserts that are both durable and of a high grade are used for cutting metal. Carbide is used in the construction of the main body, which has the capability of cutting through a variety of materials, including aluminum, plastic steel, and other metals. At the same time, carbide inserts, which are known for their extreme toughness and long-lasting nature. Inserts made of carbide for aluminum and copper, in the meantime. Carbide inserts are utilized for applications involving aluminum, and are paired with high-speed steel blades. Cnmg insert for aluminum, in addition to other great offers on machinery and supplies, can be found at Huana. Keep an eye out for sales and specials if you want to receive a significant discount on the apkt 1604 inserts for aluminum you purchase. At Huana, you’ll find an excellent selection of carbide insert for aluminum at competitive pricing. We won’t judge you for shopping for Carbide inserts for aluminum so frequently because the costs are so low. We are here to assist you in taking advantage of as many of the available discounts as possible, given all the different specials. Visit Huana, and have a fantastic time while you’re there shopping!
When working with turning applications, it is vital to use the correct form of an insert, and this shape is decided by the suitable point angle in order to maximize both strength and economy. The needs of the application and the amount of room available in the application for the cutting tool will determine the appropriate size of the carbide inserts to use when working with aluminum. Large insert sizes necessitate more stability when working with robust machinery; the usual size of apkt 1604 inserts for aluminum often climbs up to 25 millimeters. After the project is finished, the height of rotation may frequently cause a reduction in the scale of the insert.
Because cutting aluminum requires higher RPMs, high-speed steel and cobalt are not likely to be enough for the job. Because of its higher degree of brittleness, carbide is an excellent choice for use in carbide inserts for aluminum manufacturing. In order to achieve faster machining rates, smaller diameter carbidevcgt 160402for aluminum are required. Another advantage of this situation is that the stiffness of the carbide will defend against any tool deflection that may occur.
Our extensive collection of light, medium, and heavy-duty Groove Aluminum inserts provides options that are suitable for a wide variety of applications and industries.
Tougher grades can handle higher chip loads and enable the use of sharper geometries, work with interrupted cuts or vibrations, heterogenous workpiece conditions, and machine in inclusions with less edge chipping and disruption.
The relief angle is the angle formed between the workpiece and the cutting tool, often on the insert’s side. Relief angles are classified into two types: positive and negative. Any angle larger than zero is called positive relief, whereas any angle equal to zero is considered negative relief. The location of an insert on the holder can change the total relief; for example, an insert with a 20° relief can be angled to raise its overall relief to 25°. The relief angle, in combination with the rake angle, influences the cutting process and its outcome.
The presence of an excessive number of flutes in vcgt 160404 insert might make the chip issue worse by leading to an excessively close packing of the chips. When working with metal, reduce the number of flutes to no more than three for carbide inserts for aluminum. When there is more room in between the cutting blades, it is much simpler for bigger chips to slip through.
Anything is possible when it comes to machining with our broad selection of general insert milling grades and geometries.Supporting inserts of different shapes, sizes and thicknesses, we developed each of these solutions with the same goal in mind: to optimize your milling operations for increased productivity.The Seco comprehensive grade and geometry range covers all material groups and allows you to achieve improved material removal rates, tool life and surface finishes.For enhanced performance, many of our variants are coated with CVD or PVD layers on the carbide substrate.Physical Vapor Deposition (PVD) uses an electrical charge to vaporize solids in a vacuum. The vapor adds up to a 4-5 µm coating to add hardness, reduce friction and improve wear resistance for increased speeds and feeds.Chemical Vapor Deposition (CVD) injects a combination of volatile gas and metal or ceramic vapor into a heated chamber to bond a coating to the surface of a tool. The resulting 7 µm or thicker coating provides resistance to wear as well as heat.Uncoated inserts are more suited to machine non-ferrous material such as aluminium alloys. When you know the name, you know the gradeBefore you dive into the strength and the alignment of our Seco milling grades, understand the nomenclature involved.Newly launched grades follow a simple nomenclature format that allows you to quickly understand grade characteristics and suitable working ranges.For historic reasons, many grades do not adopt the new nomenclature. These legacy grades will be updated as new generations launch.Learn more about the nomenclature How to find the optimal milling gradeUnderstanding the diversity of Seco milling grades’ strengths and alignments will help guide you to the best choice for the material you are machining.Our General Grade Mapping chart below will help optimize your application with the appropriate combination of grade and geometry.This chart provides an overview of most milling grades in the context of workpiece material. The chart also shows basic grade toughness, as well as geometric characteristics for sharpness and strength. Based on workpiece material, you can identify suitable grade/geometry combinations as a first orientation. You can also see the various types of materials a grade can machine as well as suitable geometry matches.From top to bottom, the chart arranges grades by increasing toughness, with the toughest grades indicated at the bottom.Tougher grades can handle higher chip loads and enable the use of sharper geometries, work with interrupted cuts or vibrations, heterogenous workpiece conditions, and machine in inclusions with less edge chipping and disruption.Tougher grades also have fewer issues with the thermal cracking and notch wear that can be challenges in milling. The drawback with tough grades is that they tend toward higher flank, crater wear and plastic deformation, which require an adjustment toward the harder, more wear-resistant grades shown at the top of the chart.Find out more about tool wear patterns Download our Milling Wear poster Understanding grade and geometry combinationsIn addition to grade, the insert geometry has a tremendous impact on the machining process and the way the grade behaves and wears.A hard grade combined with a too-sharp geometry can easily chip and fracture during extreme interrupted cuts or when machining in inclusions.Conversely, extreme thermal and abrasive conditions will adversely impact tool life on an insert with a tough grade and heavily protected geometry.Optimizing your tool life and application is always a balance between insert grade and geometry.For each product family, Seco provides a first choice of grade and geometry based on material group. This reduces complexity and provides a starting point for further optimization. The digital catalog and Seco Suggest online application provide this information.Learn more about geometries Find suitable grades and geometries for your applicationClick on the workpiece material to find the most suitable Seco milling grade and geometry combinations for your application.Inline Content - Gridded LinksTags: 'milling_grade_iso_p', 'milling_grade_iso_m', 'milling_grade_iso_k'Max links: 3 Inline Content - Gridded LinksTags: 'milling_grade_iso_s', 'milling_grade_iso_n', 'milling_grade_iso_h'Max links: 3 The table below ranks the features and resistance to different wear modes of major Seco milling grades. From left to right, the grades get tougher with more forgiving characteristics.CVD Milling Grade MappingCVD Grade OfferingMK1500MP1501MP2501MS2500MP3501MM4500Mechanical ShockFracture Resistance********************Thermal Shock Resistance*****************Thermal Wear Resistance**********************Abrasive Wear Resistance********************Crater Resistance********************Material StrengthKP, K, HP, M, KS, M, PP, M, SM, S, P PVD Milling Grade MappingPVD Grade OfferingMH1000F15MMK2050MP3000F30MMS2050F40MMP2050Mechanical ShockFracture Resistance********************Thermal Shock Resistance*******************Thermal Wear Resistance******************Abrasive Wear Resistance*********************Crater Resistance*****************Material StrengthH, KK, P, HP, H, MS, M, PP, M, SP, M, S Inline Content - SurveyCurrent code - 5fce8e61489f3034e74adc64
The table below ranks the features and resistance to different wear modes of major Seco milling grades. From left to right, the grades get tougher with more forgiving characteristics.
When making smaller quantities or prototypes, the primary deciding element of an insert may simply be the tool holder available for that application, and many holders will have specialized geometries for cutting aluminum. Round, triangular, square, parallelogram, and diamond-shaped inserts can all be employed advantageously. When selecting an insert form, it is usually advised that the most acute angle be chosen after taking into account the specified application, clearance, depth of cut, feed rate, and amount of interruption that the application will allow. The geometry of the insert can increase application efficiency, effectiveness, and tool life. For example, a sharp 35° diamond shape might assist a high-speed finishing application in single-point turning of aluminum, but you may wish to avoid a sharp 35° diamond shape on sand-casted aluminum with a rough surface and use a round-shaped insert.
Newly launched grades follow a simple nomenclature format that allows you to quickly understand grade characteristics and suitable working ranges.
Creating properly completed components is now achievable thanks to our revolutionary stacked aluminum machining ccgt insert, which eliminates the need for the time-consuming and laborious traditional stacking, drilling, and riveting processes.
For historic reasons, many grades do not adopt the new nomenclature. These legacy grades will be updated as new generations launch.
Understanding the diversity of Seco milling grades’ strengths and alignments will help guide you to the best choice for the material you are machining.
Supporting inserts of different shapes, sizes and thicknesses, we developed each of these solutions with the same goal in mind: to optimize your milling operations for increased productivity.
Tougher grades also have fewer issues with the thermal cracking and notch wear that can be challenges in milling. The drawback with tough grades is that they tend toward higher flank, crater wear and plastic deformation, which require an adjustment toward the harder, more wear-resistant grades shown at the top of the chart.
However, because there are so many variables to consider, if you want to improve the efficiency and predictability of your aluminum milling operations, the best course of action is to collaborate closely with the cutting tool manufacturer. This is the most effective technique to reach your goal. By contacting HUANA, you may obtain the best carbide insert for aluminum in a range of shapes and sizes.
Aluminum chips are sticky and can become overwhelming quickly. A chipbreaker with a high positive and sharp edge is suggested. Rake angles and sharp cutting edges are typically emphasized with aluminum / non-ferrous specialized chipbreakers and are too sharp for many other materials.

Aluminum is more susceptible to changes in temperature, which might result in waste as a result of finished components that are not within tolerance. Utilize computer hardware and software that are capable of maintaining temperatures at a level that is acceptable.
Click on the workpiece material to find the most suitable Seco milling grade and geometry combinations for your application.
Feed rates that are excessively quick can overwhelm the machine, which can lead to the equipment breaking down. The time-honored practice of “playing it by ear” leaves much too much leeway for mistakes to be corrected. You will be able to compute rates with more accuracy if you use a calculator that takes into account both feeds and speeds.
A number of variables contribute to increased productivity while milling aluminum. Choosing the appropriate insert is critical to effectively and economically cutting metal. Use the information below or contact Huana for carbide insert for aluminum selecting guidance from qualified technical consultants.
The process of choosing the right Aluminum groove that best meets your requirements may be broken down into the following easy phases.
In addition to grade, the insert geometry has a tremendous impact on the machining process and the way the grade behaves and wears.
Because aluminum chips have a particular “stickiness” element, they have a tendency to adhere to the tool in such a way that they virtually weld themselves to it. This results in subpar work and excessive wear and tear on the machinery. You shouldn’t put all of your faith on the dust collector systems. Always again check the vcgt 110304 insert to make sure that all of the chips have been removed. Reduce the likelihood of chips sticking together by circulating a coolant mist or another type of lubricant through the machine.
From top to bottom, the chart arranges grades by increasing toughness, with the toughest grades indicated at the bottom.
It is tempting to make larger cuts with vcgt 160402 inserts for aluminum in order to save time, but this tactic might backfire since it makes it more difficult to clear chips from the table. Continue using many shallow passes, since this will provide you with greater control as well as better access for chip removal.
Carbide insert for aluminum are typically advised when bigger diameters, higher feed rates, and deeper cuts are used, or simply when changing inserts is preferable to regrinding a high-speed steel or brazed carbide tool for a variety of reasons. The usual insert substrate is tungsten carbide, which is more brittle than high-speed steel. Many ccgt 060204 inserts feature several cutting edges (for indexing), post-processing treatment (such as grinding, polishing, or coating), and may be available in varying radii depending on the application. Indexable tool holder shanks as tiny as 1/4″ may be found for lathes, while indexable milling diameters as small as 3/8″ can be obtained for milling machines.

The rake angle is the angle between the cnmg insert for aluminum tip and the workpiece. Rake angles are classified as negative, neutral, or positive. A positive rake angle is excellent, and most manufacturers will employ their greatest positive angles for cutting geometry. A good rake angle aids in chip disposal, reduces insert cutting resistance, lowers cutting temperature, reduces built-up edge (BUE), improves machinability, and lowers cutting power needed. Caution is required since a positive rake angle is prone to fracture and should not be used on ferrous or difficult-to-cut materials.
The Seco comprehensive grade and geometry range covers all material groups and allows you to achieve improved material removal rates, tool life and surface finishes.
The optimal combination of feeds and speeds for cutting aluminum, as is the case with the vast majority of metals, falls within a more constrained range than those for cutting wood or acrylics. The process of cutting aluminum necessitates a faster spindle speed, which may test the capabilities of your carbide insert for aluminum to their absolute maximum. A rubbing that shortens the life of tools can be caused by feed rates that are too sluggish.



 18581906093
18581906093