
#61-#80 Drill Bit Set (Great For Jets and Other Small ... - carb jet drill bits
Corn KA, Farina SC, Brash J, Summers AP. 2016 Modelling tooth–prey interactions in sharks: the importance of dynamic testing. R. Soc. Open Sci. 3: 160141. http://dx.doi.org/10.1098/rsos.160141
Is there a limit on the number of flutes for one end mill? The primary method of manufacturing end mills is grinding using automatic NC grinding machines, said OSG’s Hashizume. As long as they are manufactured using such machines, the capabilities of CAD/CAM applications and the grinding machines themselves (especially the size of the grinding wheel) impose limitations on the number of flutes it is possible to create. “The larger the OD of the end mill manufactured, the bigger the space that can be used for one cutting edge, and the more cutting edges that can be manufactured,” said Hashizume. The maximum number of flutes depends on the diameter of the tool, Tonne agreed.
In the ocean, sharks are a keystone species, shaping communities in the same way the wolves do in Yellowstone. Sharks keep other animals in an ocean ecosystem in a healthy balance. Overfishing, coupled with their slow growth and reproduction, have left many shark species endangered, threatening the role they play in balancing ecosystems. That’s why scientists like Corn, Farina, and Summers are interested in what exactly sharks are doing in the open water.
Corn and her colleagues didn’t run further experiments to explain these differences. But they hypothesize that the ability of each of these sharks to replace teeth may be behind the observations. The sixgill shark, which lives in cold water and has a lower metabolic rate, cannot replace its teeth as fast as tiger or silky sharks, who live in warmer water. As a result, sixgill sharks may eat softer prey with more blunt teeth that dull slower. Because they can replace them quickly, tiger and silky sharks may not have to worry about dulling their sharp teeth with harder prey that must be cut into pieces, like the sea turtles tiger sharks are known to eat.
Corn was interested in sharks because she knew that their behavior impacted hundreds and thousands of other species. Thanks to marine laboratories like FHL, scientists have realized that the rules governing ecosystems in the ocean are the same as those governing ecosystems on land. Take the idea of keystone species.
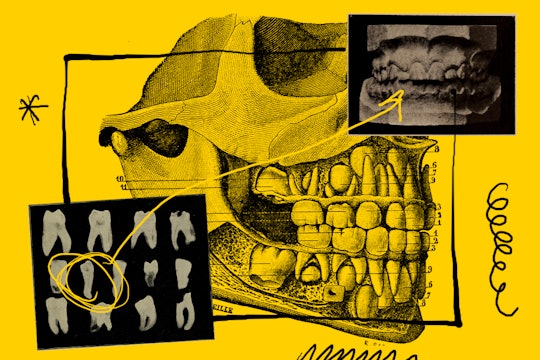
What documentaries broadcast during shark week fail to portray is that the tooth diversity in sharks rivals that in mammals. In fact, the details of tooth shape can be so specific that they're often used as a tool to identify shark species. Shark teeth can be spear-like, simply triangular, notched, or multi-cusped. Unlike in mammals, though, it's unclear why the diversity in shark teeth exists. What do each of these tooth types actually do?
However, Clynch offers several cautions. When using this strategy, a machine tool’s acceleration/deceleration rates have to be higher because with the smaller moves the tool makes, the machine has to ramp up and down more to adjust the speed. The machine tool needs more memory for longer programs and it also needs enough “look-ahead,” or buffer space, to run smoothly. If the machine can’t read the code fast enough, it jerks, stalls or dwells trying to keep up, he said.
“There are several general indicators that chip formation is insufficient,” Fiedler said. “Chips are very curled or rippled, have no uniform edge, or they are deeply colored. For instance, when the side that rolls over the cutting edge is no longer shiny but shows color changes.”
Using these tools in an HEM/VoluMill environment (toolpath software from Celeritive Technologies, Moorpark, Calif.) will mitigate assembly disasters, he said. This approach can make the smaller tapered machines competitive with larger taper machines. “The metal removal rates we can achieve are very close if they aren’t in fact beating the standard way to rough material out on bigger taper machines like 50-taper and HSK A100,” Clynch said. As a result, a wider segment of the industry can be competitive because smaller taper machines are less expensive and easier to learn.
With a higher number of flutes, though, chip formation and evacuation become concerns. Mitigate these concerns by adjusting radial engagement and table feeds to the application and target material; choosing the correct tool for a specific application; and selecting tools tailored for a high number of flutes—for example, those with a specific core design enabling bigger flute space toward the front end, or a design that optimizes chip formation.
Tonne agreed with Strauchen that modern CAM software is what helps make possible processes like trochoidal milling and high dynamic milling. “CAM software has gotten really good at high dynamic milling, where it’s managing the chip thickness,” he said. “So, you can use that in a roughing operation.”
In contrast to the linear radial toolpath in conventional machining, trochoidal milling uses a spiral (or D-shaped) toolpath with a low radial DOC to reduce load and wear on the tool. Since trochoidal milling uses a tool to machine a slot wider than its cutting diameter, the same tool can be used to create slots of varying sizes. This can free up space in the tool carousel and save time on tool changeouts, depending on the requirements of the part.

To control the “bite force” of the saw, the researchers developed a seesaw-like holder. The shark saw was placed on one end, and counterweights on the other, so that the saw blade could cut a piece of grocery-store salmon using a small, controlled amount of force that was consistent between trials. While the saw did its work, the researchers filmed it using a high speed camera, and used still images from the footage to measure cut depth and length. The measurements were then combined into a cutting ability metric: the “area” (depth times length) of a cut made in each oscillation per tooth width.
The answers to this question are incredibly important. Being able to predict what an animal eats based on its teeth helps us understand how the animal fits into the food web. Understanding food webs helps us to understand the inner workings of an ecosystem, and how it may be affected by the loss or gain of a particular animal. This information can provide us with a view of contemporary ecosystem health, but the abundance of tooth types in the fossil record also can provide insight into the food webs of the far past and how they have evolved into the ecosystems we see today.
By adding flutes, the machinist can decrease the feed per flute and still maintain the same feed compared to an end mill with a lower flute count. For example, for a four-flute end mill running 0.002" (0.005-cm) per flute, substitute a five-flute end mill and maintain the same feed with decreased pressure per flute. “So, you get a little more flexibility in your tool wear without decreasing your productivity,” Tonne said. “The linear feed rate can stay the same and the cycle time will stay the same but you’re decreasing the section each flute has to take.”
“In a typical, traditional approach, when machinists use end mills for more material [removal], more roughing, and if the tool is buried more, the fewer flutes they would use,” said Drew Strauchen, executive vice president at GWS Tool Group, Tavares, Fla. “With conventional wisdom, roughing uses two- or three-flute end mills and semi-finishing and finishing operations uses more flutes—four, five and beyond.”
The shark-attack videos you find in TV documentaries suggest a simple answer: a fast, surprising strike at a prey item, where the shark hits the food hard and makes a straight puncture with its teeth. Thrashing ensues as the shark shakes its head, slicing out a mouthful of food, before the shark disappears again. But, like many things, shark feeding turns out not to be so simple.
The scientists tested teeth from three main shark species representing several general shark teeth types: silky, tiger, and sixgill. The silky shark teeth are nearly triangular, the tiger shark teeth are notched and look like triangles with a bent tip, and sixgill sharks are multi-cusped, featuring multiple points.
The problem is, observing sharks in the wild is difficult. It can take days at sea just to reach them. Once there, scientists must rely on expensive camera-equipped underwater vehicles to be their eyes, ears and hands underwater.
Dynamic milling relies on the ability of CAD/CAM software to create a trochoidal milling program; a milling machine to read complicated trochoidal programs at high speed; and a machine that can rapidly move the spindle and table.
Katherine Corn spent the summer of 2014 using epoxy to glue shark teeth to a saw blade. Her research methods were primitive by most standards, including those of her classmates at Friday Harbor Labs (FHL), where the then-Cornell University undergrad (now a grad student at UC Davis) was taking a summer course on fish biology. Yet, with the encouragement of instructor Adam Summers and teaching assistant Stacy Farina, Corn was determined to build a simple but more realistic way to simulate the dramatic thrashing of a shark’s body as it feeds.
Produced with the Derek Bok Center for Teaching and Learning at Harvard University. Learn more about how we work with partners.
From what he’s seen in the industry, 20 flutes on a 1.25" (3.18-cm) tool is the maximum. “With that many flutes, the radial engagement due to the limited usable flute volume is much less than 10 percent,” he said. “So, you start to diminish the practicality in most applications or limit your work to pure finishing and not much else.”
“Very important is the amount of coolant that can be provided and ensuring that the coolant stream direction maximizes the chip evacuation out of the cutting zone,” said Bernd Fiedler, senior product manager-solid end milling, at Kennametal, Fuerth, Germany. “Sometimes high-pressured air can be a good option to remove chips out of the working area and prevent chip clogging, especially in pockets. ”

Tonne also agreed the software enables processes that lead to higher productivity. With trochoidal milling “you have some unproductive time in the cut but [the process] more than makes up for it because you can take a really big axial DOC, even with a small end mill,” he said.
Corn also proved that sometimes, simpler can be better. Despite their ability to precisely replicate experiments, the specialized material testing equipment used in previous studies may not have realistically modeled shark feeding behavior. This shortcoming could have masked important differences in shark tooth function, making it harder to understanding of the key roles that sharks play in the ocean environment.
Corn’s study was quite small—investigating three of around 400 known species—and the results shouldn’t be applied too widely. Nonetheless, her team’s findings represent some of the first experimental data demonstrating that shark tooth types may have different functions. They also show how little we understand about shark feeding and tooth function, despite our obsession with shark documentaries.
We're a community of scientists telling stories about all the truth and beauty in the universe. Subscribe to get the most interesting, enlightening, and entertaining science writing sent to you.
The DOC can also be increased. For example, the machinist could run a process using a 5/8" (1.6-cm) diameter, two-flute end mill on titanium 6AL-4V at 130 sfm using full slotting and 1× the diameter DOC for productivity of 1.49 in³/min. (24.4 cm3/min.). Doing the same process with an eight-flute end mill with 230 sfm and 0.019" (0.048-cm) radial engagement or width of cut and 2× the diameter depth of cut increases productivity to 1.57 in³/min. (25.7 cm3/min.). “So, the net gain on productivity is significant,” said Tonne.
Identifying shape-function relationships in shark teeth is not a new idea. In a 2010 study, Lisa Whitenack and Philip Motta, then at the University of South Florida, placed shark teeth in a materials testing system, a standard device used by engineers to study material properties like tear, stretch, and fracture resistance. With this machine, they could try to cut a handful of materials using each tooth, and compare how well each tooth punctured or sliced each material. The trouble was, none of these studies found any difference between the cutting abilities of the different types of shark teeth. Was the theory flawed? Maybe no clear-cut relationship like we see in mammals existed in shark teeth after all.
Unlike earlier, simplified tests of shark tooth function, the new dynamic tests using the shark saw found statistically significant differences between some of the shark teeth. Silky and tiger shark teeth had three to six times more cutting ability than the sixgill shark teeth. However, the silky and tiger shark teeth both dulled quickly, while the sixgill teeth did not dull much at all.
The newer processes enabled by modern CAM software are a boon for machining hard materials that need to be machined with low radial engagement, which otherwise would risk breaking the end mill. For example, when machining steel greater than 50-60 HRC, a two-flute end mill probably will snap.
End mills, traditionally made with two to four flutes, are used in one of the oldest mechanized machining processes—milling. Cutting-edge software, machine tools, novel strategies, ever-improving techniques and design updates in the tools themselves keeps milling useful in the 21st century. The machinist who masters the art of these metal eaters can save their shop time and money while producing superior parts.
“All the CAM systems have different names for this type of programming,” he said. “HEM, VoluMill—there’s all sorts of them. If you really want to give it a blanket name it’d be ‘optimized roughing.’ These CAM systems have made it so easy, you just say this is my percentage of diameter width of cut and it does a lot of the back figuring for elevated surface footages and correcting of feed rates. It figures the tool path for you. It’s just made it so much easier for the small guy to be competitive.”
“But using a multi-flute end mill with high-speed techniques and low radial engagement you can mill a slot or any kind of feature in it,” Tonne said.
Instead of the hamstrings, your butt is the real motor behind lightning-fast sprint speeds, at least if you're an elite male sprinter
How can the use of multi-flute end mills lead to higher productivity if they take such small bites of metal? “Because the normal operation of the multi-flute is decreased radial engagement, let’s say less than 25 percent of the diameter, the arc of contact is smaller,” said Horn’s Tonne. This allows the use of two to three times the normal cutting speed range.
The question is how can a machinist seemingly defy the laws of physics and use the speed of a higher-flute tool without clogging it with chips and causing it to break? The answer is in new programming strategies. Today, CAD/CAM software, with sophisticated toolpath generation built in, allows programmers to generate more efficient toolpaths that are speedy but prevent the tool from getting into danger zones. The software’s approach is very specific, so the mill is never over-engaged with the part. Users can tell CAM software, “I don’t want to exceed this amount of tool engagement,” and the application will create the toolpath necessary to ensure the tool never gets engaged beyond the point he defined.
Instead, the researchers wanted to use something more available, the sharks’ teeth, to investigate a fundamental question about their feeding behavior: how does a predatory shark eat?
“Once these conditions are met, it is possible that not only high efficiency is achieved, but also that tool life and the life of the machine spindle are greatly extended,” said Hashizume. “In such an environment, it is less important to consider chip evacuation by enlarging the chip pocket of the end mill, but rather how to increase the number of flutes to increase the tool rigidity and feed rate to achieve high efficiency.”
Undeterred, Corn decided to make one more attempt to find out at FHL. Together with Summers and Farina, she had a revelation: the fancy engineering equipment used in prior studies, while great for understanding the properties of tooth material, wasn’t putting shark teeth in a realistic environment. The sophisticated equipment simply could not match the speed of the deadly shark head-shake we’ve all seen on TV. But, she realized, there was something that could mimic that motion in a precise, repeatable way: power tools.
“There are many modern machining techniques and strategies that really turn [that wisdom] on its head,” said Strauchen. Now, faster machines with more horsepower and faster, more precise spindles have made possible aggressive machining strategies like high-efficiency milling (HEM), also known as dynamic milling, and trochoidal milling.
These strategies change the way a machinist tackles a job, and it’s becoming popular for machinists to use multi-flute end mills—those with five or more flutes—to do both roughing and finishing, eliminating the need to fill up the tool carousel with an array of different end mills. These modern strategies mitigate the need to bury the tool into a part and any worries about getting chips clogged up in the flute gullets, which can lead to a broken end mill and the failure of the part in progress.
“Dynamic milling is defined as a method that is done with a large axial depth of cut (DOC) and small radial DOC to reduce the engagement time of the cutting edge of an end mill, which reduces the force load on the tool and spindle and the generation of cutting heat, while increasing the amount of material removed,” said Tyler Hashizume, product engineer II, OSG USA Inc., St. Charles, Illinois.
Corn and her team conducted two types of tests. First, they tested how each tooth type cuts initially by running multiple shark tooth blades from each species through raw salmon. Second, they ran a single shark tooth blade from each species for about twenty tests in a row to see how quickly repeated use made a tooth dull.
With the help of Jeffrey Brash of Valley Steel and Stone, a construction company located on the island, Corn built a new testing system to mimic shark head-shake motions more accurately. To build this system, Corn and Brash first glued shark teeth onto smooth metal blades. Then, they mounted the metal blades onto a reciprocating saw—a power tool that is normally used to move a tooth saw blade back-and-forth to cut through wood. These fast, dynamic motions allowed Corn to mimic a shark’s head-shake better than ever before.
Don’t forget about the material you’re removing, said Clynch. “In theory there is not a limit, but you’ve got to have some place for the chip to form correctly,” he said. For normal, everyday materials like ISO P, ISO M, and high-temperature alloys there has to be a limit on the number of flutes. The rule of thumb is for every millimeter in diameter of a tool you get one flute, he said. For example, for tools with a ½" (12.7-mm) diameter, the maximum flute number to be effective is 12 and for tools with a 1" (25.4-mm) diameter the maximum flute number to be effective is 25. “For practicality that’s a good way to do it,” Clynch said.
By eliminating the need to change out one mill for another and employing more cutting-edge techniques, today’s machinists can go faster, which leads to increased productivity.
Edwin Tonne, training and technical specialist, Horn USA Inc., Franklin, Tenn., said the perceived application for multi-flute end mills is for semi-finishing and finishing workpieces. “But, actually, if the shop is willing to re-program the job multi-flutes can be used to rough and to pocket as well,” he said.
Don’t equate cycle time with tool life, though, said Clynch. Just because a machine ran six hours, that doesn’t mean it used six hours of tool life. The end mill may have only been engaged with the workpiece a fraction of that time due to the short arc of contact. “Pay close attention to this to make sure you are getting the maximum [life] out of your tools,” he said. “If not, you may be leaving money on the table!”
Walk into any natural history museum, or spend enough time looking at pictures of jaws and skulls of animals on the internet, and you will find that you can make some solid guesses about what a mammal eats based on its teeth. Long, pointy teeth? Carnivore. Flatter, broader teeth with parallel grooves? Herbivore. In between? Omnivore. In all three cases, however, the teeth can be categorized as incisors, canines, and molars, each with different functions—slicing, shredding, and crushing, to name a few.
What to do if chip formation doesn’t look right? “Unfortunately, there is not a simple answer to this. It depends on the application and material,” said Fiedler. In the case of chips changing their color, the coolant supply into the work zone needs to be improved. Vibration might be the cause of all this, so the tool and workpiece clamping need to be checked. Modifying the feed rates and axial DOC can also help. Curling and ruffling of chips often indicates feed rates are too high, so adjusting the feed rates can help, but it is important to maintain sufficient average chip thickness
Newer software and machining techniques can even help make an older machine perform like a shiny new model. “If they have machines even with moderate speed, a lot of times an older machine that has moderate capabilities—if it’s partnered with a new machining strategy—can still take advantage of modern high-efficiency machining and toolpath strategies,” said Strauchen. “The best way to figure it out is to bring specialists in that are savvy with modern programming techniques … and help customers maximize what they have.”
The higher the number of flutes per given diameter, the smaller the flute space on the end mill, Fiedler said. Depending on the material and its specific chip formation behavior, sufficient chip evacuation is critical and needs to be closely observed. In general, cut-off material moves down to the core and then breaks or rolls into chips, but it’s helpful to know how to read different materials and their tendencies. Steels up to 45 HRC, depending on the type of alloy, tend to roll and then break. Hardened steels are brittle and create thin chips. In general, stainless steels have less tendency to roll, but this is also heavily dependent on the alloy. Cast iron breaks into dust particles. Titanium tends to curl and fills up the available flute space quickly.
There’s even more encouraging news for smaller shops when it comes to multi-flute end mills and CAM software. “They’re great tools for low power and smaller taper machines like 40-taper because with multi-flutes we’re taking deep axial cuts and balancing the radial forces by using the length of the tool for stability,” said Matt Clynch, national product specialist-milling, Iscar USA, Arlington, Texas. “With those smaller taper machines, if we take deep radial cuts with the large widths of cut it would start to bend and the assembly topples.”
A keystone species is one whose presence in an ecosystem shapes the entire community. On land, a famous example is the Yellowstone grey wolf, whose reintroduction to the national park in 1994-1995 has kept elk populations in check, preventing overgrazing. Less grazing has allowed new aspen forest growth, and since these forests are home to many other animals, like beavers, the populations of these animals has grown, too.



 18581906093
18581906093