
WALTER CARBIDE MILLING INSERT (5888180) - walter carbide milling insert
- CC: 80° rhombic shape with a positive rake angle. Suitable for finishing to medium operations with low cutting forces and good chip control.
- TN: 60° triangular shape with a negative rake angle. Suitable for finishing operations with low cutting forces and good surface quality.
- DC: 55° rhombic shape with a positive rake angle. Suitable for finishing to medium operations with low cutting forces and good chip control.
The competition was using a tougher grade suitable for more interrupted turning. Tool wear was chipping of the insert. Looking at the surface of the component, it was obvious that there were small vibrations present.In this case it was not possible to reduce the vibrations (by changing machine tool, clamping etc), so CBN060K was selected, which is tougher than CH0550, and more able to resist the vibrations, and the result was 25% longer tool life than the competitor.
The grade of a lathe inserts refers to the material and coating of its cutting edge, which determines its wear resistance, toughness, and thermal conductivity. The grade of a lathe bit depends on the type of workpiece material (ISO P, M, K, N, S, H), the type of operation (fine, medium, rough), the machining conditions (good, average, difficult), and the lathe bit geometry. The grade of a lathe inserts should match the properties of the workpiece material and the machining parameters to ensure optimal performance and tool life.
- TC: 60° triangular shape with a positive rake angle. Suitable for finishing operations with low cutting forces and good surface quality.
In a continuous application, turning the face and inner diameter of a gear, a typical H05 application, a hard and wear resistant grade like CH0550 should be the right choice, but testing was not successful.
Choosing the right lathe bit for your project can make a big difference in the quality and efficiency of your machining process. By considering the factors discussed above, you can select the best lathe bit geometry, grade, shape, size, and corner radius for your specific application. If you need more guidance or advice , I'm always there for you.
- DN: 55° rhombic shape with a negative rake angle. Suitable for medium to roughing operations with good chip control and edge strength.
- SC: 90° square shape with a positive rake angle. Suitable for finishing to medium operations with low cutting forces and good versatility.
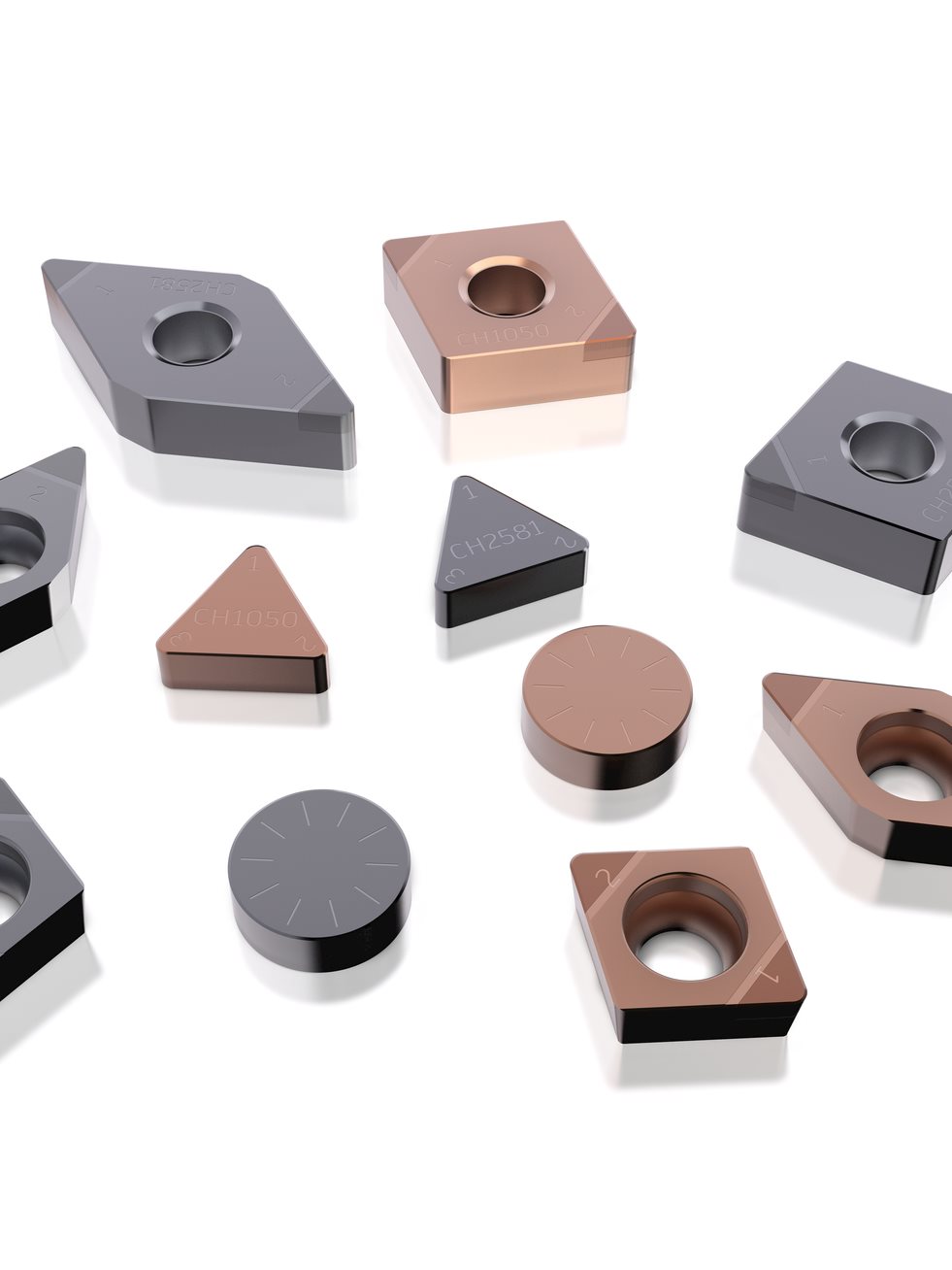
The shape of a lathe inserts refers to the profile of its cutting edge, which determines its clearance angle and accessibility. The shape of a lathe inserts should be chosen according to the requirements of the tool holder and the workpiece geometry. The most common shapes of lathe inserts are:

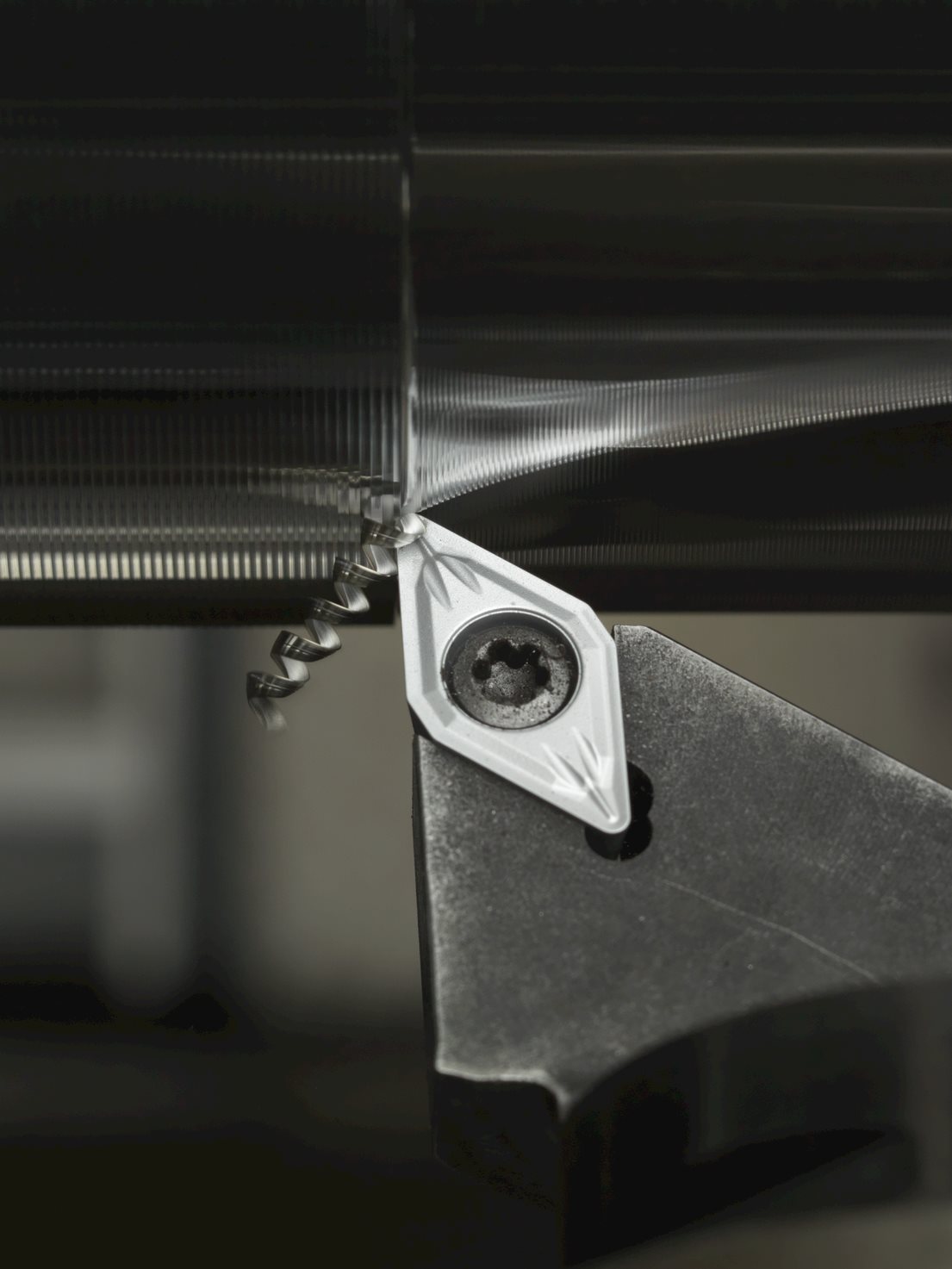
Lathe inserts are cutting tools that are used to shape metal, wood, plastic, or other materials on a lathe. Lathe inserts come in various shapes, sizes, and materials, depending on the type of workpiece and the desired finish.
The corner radius of a lathe bit refers to the curvature of its cutting edge at the corner (RE), which affects its edge strength, surface finish, and chip formation. The corner radius of a lathe bit should be chosen according to the machining parameters (ap, fn) and the workpiece material properties. The corner radius of a lathe bit should be as large as possible to ensure high edge strength and durability, but not too large to cause excessive heat generation or chip jamming.
The geometry of a lathe inserts refers to the shape and angle of its cutting edge, which determines how it interacts with the workpiece and produces chips. The geometry of a lathe inserts can be classified into three types: fine, medium, and rough. Fine geometry is suitable for operations with low cutting depth and feed rate, where low cutting forces and high surface quality are required. Medium geometry is suitable for operations with moderate cutting depth and feed rate, where a balance between edge strength and chip control is needed. Rough geometry is suitable for operations with high cutting depth and feed rate, where high edge strength and chip removal are required.
LinkedIn and 3rd parties use essential and non-essential cookies to provide, secure, analyze and improve our Services, and to show you relevant ads (including professional and job ads) on and off LinkedIn. Learn more in our Cookie Policy.
The geometry of a lathe inserts can also be modified by adding a wiper feature, which is a small flat area on the cutting edge that improves the surface finish by smoothing out the tool marks. Wiper geometry can be used to achieve higher feed rates without compromising surface quality or to improve surface quality at standard feed rates.
Selecting the right grade for the specific application is crucial for the success of a PCBN-test. The selection should be based on the application, but it is also important to look at the existing grade, cutting data and tool wear to be able to make the right choice.
The size of a lathe inserts refers to the length of its cutting edge (L) and its inscribed circle diameter (IC), which determine its strength and rigidity. The size of a lathe bit should be chosen according to the maximum cutting depth (ap) and the required cutting length (LE) of the operation, as well as the tool holder's clearance angle, the workpiece diameter, and the machine specifications. The size of a lathe bit should be as large as possible to ensure high stability and productivity.
Selecting the right grade for the specific application is crucial for the success of a PCBN-test. The selection should be based on the application, but it is also important to look at the existing grade, cutting data and tool wear to be able to make the right choice.In a continuous application, turning the face and inner diameter of a gear, a typical H05 application, a hard and wear resistant grade like CH0550 should be the right choice, but testing was not successful. The competition was using a tougher grade suitable for more interrupted turning. Tool wear was chipping of the insert. Looking at the surface of the component, it was obvious that there were small vibrations present.In this case it was not possible to reduce the vibrations (by changing machine tool, clamping etc), so CBN060K was selected, which is tougher than CH0550, and more able to resist the vibrations, and the result was 25% longer tool life than the competitor.Two conclusions can be drawn from this:When selecting the grade, look at the application, and look at what the competitor is using. In this case, the competitor had selected the right grade. CBN060K has been available for a while, but it is part of the HPT-chain, and still a very good grade, and it has its given position in the wear resistance versus toughness (ISO application area) chart, fully capable of beating any competitor in the H15 area. In a continuous application, turning the face and inner diameter of a gear, a typical H05 application, a hard and wear resistant grade like CH0550 should be the right choice, but testing was not successful.
Select Accept to consent or Reject to decline non-essential cookies for this use. You can update your choices at any time in your settings.
- CN: 80° rhombic shape with a negative rake angle. Suitable for roughing operations with high cutting forces and stability.



 18581906093
18581906093